Categories
- Support & Resources (31)
- Pipes & Fittings (35)
- Valves & Pumps (71)
- Instruments & Tools (23)
- Equipment, Chemicals & Consumables (25)
The horizontal split case fire pump (NFPA 20 compliant) is a high-efficiency centrifugal pump engineered to deliver large volumes of water for firefighting applications. Known for its reliability, durability, and ease of maintenance, it is widely used in various fire protection systems across commercial, industrial, and municipal settings.
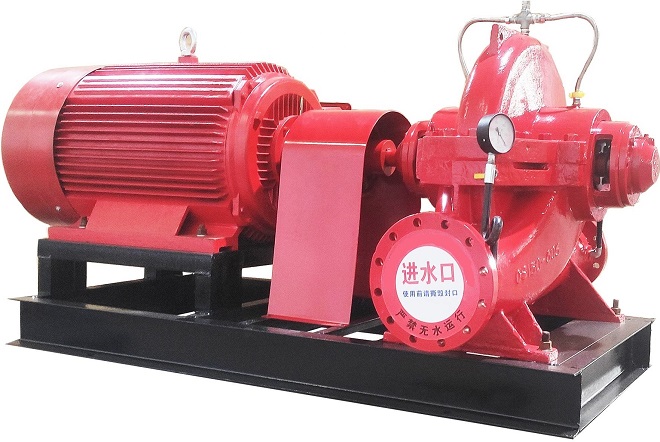
The typical photo of a horizontal split case centrifugal fire pump, NFPA 20 compliant.
The horizontal split case fire pump operates as a double-suction centrifugal pump with a symmetrical water intake design. Water enters the impeller from both sides simultaneously, reducing axial thrust and ensuring balanced operation. The impeller accelerates the water, which is then discharged through the volute casing at high pressure. This configuration enhances hydraulic efficiency, minimizes vibration, and ensures smooth, stable performance during continuous operation.
The horizontal split case fire pump mainly consists of pump casing, impeller, pump shaft, bearings, and sealing system:
Proper installation is essential to ensure the reliable performance and longevity of the horizontal split case fire pump. The pump should be accurately aligned on a stable, level foundation to minimize vibration and noise during operation. Careful attention must be paid to the configuration of the suction and discharge piping, ensuring smooth flow and preventing cavitation. Adequate space should be reserved around the unit for inspection and maintenance, and all connections must be secure to maintain optimal hydraulic efficiency and operational stability.
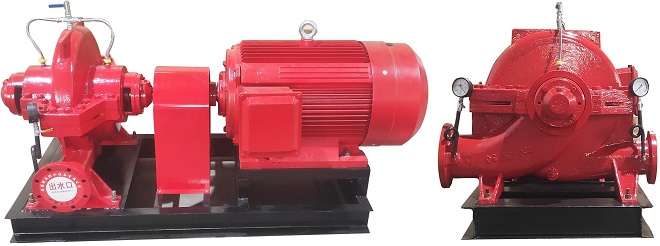
The front & side view of a horizontal split case fire pump.
The horizontal split case fire pump is widely used in high-rise buildings, large commercial complexes, industrial facilities, and municipal water supply systems where dependable water delivery is critical. It is particularly suited for fire hydrant and automatic sprinkler systems that require high flow and high head performance. With its robust design, excellent efficiency, and easy maintenance, this pump provides a reliable and durable solution for a wide range of fire protection and water distribution applications.
The horizontal split case fire pump delivers high efficiency, reliability, and ease of maintenance through its precision-engineered design. Its double-suction impeller ensures smooth, balanced water flow with high hydraulic efficiency, capable of providing large flow rates and high head while minimizing energy consumption. The horizontally split casing allows quick access to internal components for inspection or servicing without dismantling the piping or motor, reducing downtime and simplifying maintenance. Built with premium, corrosion-resistant materials and a balanced hydraulic structure, the pump offers extended service life, reduced wear, and stable performance. Low axial thrust and vibration contribute to quiet, reliable operation, making it ideal for large-scale and continuous firefighting applications that demand both performance and durability.
